With the huge growth in popularity of umbilical slurry spreading systems in Ireland over the past decade, Snap-tite has become one of several names synonymous with lay-flat hosing.
Snap-tite is, in fact, the only Irish manufacturer of lay-flat hoses.
Snap-tite’s Irish general manager John Gahan walked us through the manufacturing process at the firm’s Wexford plant.

John Gahan.
What is Snap-tite?
Snap-tite is originally a US company. Back in the late 1980s, the company was responsible for manufacturing components such as differential and transmission valves and an aluminium casting, which sat behind the spool valves on the backend of Ford and, later, New Holland tractors of that era, such as the well regarded 10 series.

Snap-Tite is the only Irish manufacturer of lay-flat hoses.
The New Holland plant at Basildon requested that the US company had a European base, for proximity and in the event of any unexpected supply issues.
After a visit to England and later Ireland, the hierarchy decided that Wexford, “the gateway to Europe”, was the perfect location.
The plant in Ireland was opened in 1986 and Snap-tite began manufacturing both the tractor components and hose under the one roof.

Different size mandrels are used for different size hoses.
Aside from manufacturing hoses for slurry and irrigation applications, the firm is currently one of the leading manufacturers of water hose for firefighting in the US. It has four manufacturing facilities between the US and Ireland.
The production process
With the exception of the raw materials, the entire hose manufacturing process is undertaken in-house.

The process starts off with simple rolls of single-ply polyester-based yarn.
During peak production, the plant runs 24 hours/day and has the capability of producing 2,000m of hose.

Using machines sourced from the textile industry, these single-ply rolls of fibre are spun into eight-ply yarn.
At least 95% of the Wexford plant’s production is destined for agricultural use. Manufacturing all products to ISO 9001-205 quality standards, the majority of hosing is destined for piping slurry and the remainder for irrigation purposes.
Manufacturing the casing
The process starts off with simple rolls of single-ply polyester-based yarn. A very unappealing wool-like material, the strands are very tough, and practically impossible to break by hand.
Using machines that were sourced from the textile industry, these single-ply rolls of fibre are spun into eight-ply yarn. This process essentially creates very small rope-like threads. This eight-ply thread is then spun on to spools/bobbins which are loaded on to the weaving machine.

The eight-ply thread is spun on to spools which are loaded on to the weaving machine.
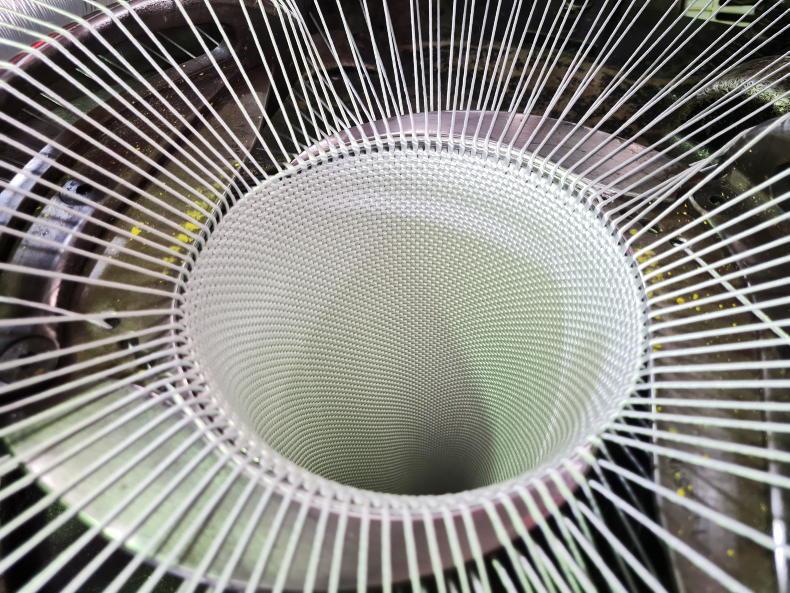
The weaving machine is constantly fed with 144 of these eight-ply strings, which weaves them into the tube-type shape required for the finished hose.

The weaving machine is constantly fed with 144 of these multi-ply strings, which weaves them into the tube-type shape required for the finished hose.
Although the weaving machine is age-old, it’s fascinating to watch the process. Once each spool of thread is used, the machine automatically picks up a metal strip on the spool and stops. The skilled machine operator then joins a new spool to the existing thread.
It is vital that this process is carried out correctly and accurately, as John explained that any blemish in the fibre will leave the finished hose susceptible to failure under pressure during application.
The hose is designed so that radially it’s not as strong as it is longitudinally, meaning if something goes wrong it will always burst lengthways, rather than posing a serious risk hazard bursting radially.
The woven yarn forms what’s known as the “jacket” or hose “casing”. A sample of this casing is sent for burst testing. This is where the sample is pressurised to ensure the designed burst pressure of 500psi (34.5-bar) is met. To put this into context, a typical umbilical system only operates at 50psi (3.5-bar).
The woven yarn forms what's known as the ‘jacket’ or hose ‘casing’.
Polyurethane coating
The hose casing in its respective lengths is put through an extrusion process called through-the-weave injection. It takes roughly 1,098m of the woven polyester casing to produce 1,000m of hose due to the casing shrinking once it makes contact with the molten polyurethane.

The casing is fed onto the floating mandrel and passes through a heated chamber to remove any moisture.
Firstly, the casing is fed on to the floating mandrel and passes through a heated chamber to remove any moisture. Up next is the through-the-weave polyurethane extrusion process.
The extrusion hopper is filled with polyurethane granules and colour granules at a 2% mix. The hopper is continually fed with hot air to remove any moisture to prevent bubbles during the next process.

The extrusion hopper is filled with polyurethane granules and colour granules at a 2% mix.
The hopper feeds the extruder which is basically a large screw thread that squeezes and mixes the polyurethane granule and colour mix as it is heated to 200°C. At this stage, the polyurethane is molten and ready to be combined with the polyester casing.
The molten polyurethane is injected through the inner mandrel and die at over 2,000psi where it penetrates through the woven casing (hence the name through-the-weave injection) creating essentially one continuous layer of polyurethane completely encapsulating the casing.

The molten polyurethane is injected through the inner mandrel and die at over 2,000psi to penetrate the woven casing.
As the polyurethane surrounded casing or hose, as we can now call it is pulled through the extrusion process, it is cooled gradually by running water.
At set intervals, the hose has its serial number manually stamped on, as well as applied using an inkjet. This provides every length of hose with full traceability right back to its individual job card, which states production dates, raw material batch numbers, etc. This card is retained in the factory for 10 years.
Normalising the hose
The final stage in the process is normalising the hose. The boxes of finished hose are brought to a purpose-built tunnel at the back of the factory.
The 200m lengths of hose are fully rolled out flat on the ground and pumped full of steam at a moderate pressure.

The hose is then cooled gradually by running water.
The idea behind this is to allow the fibres to relax, and regain their flexibility after the heat of the production process.
A skilled operator with a trained eye inspects the entire length of hosing for any blemishes or potential issues before it is signed off for sale. In the case of the operator identifying a blemish, that section is cut out and the shorter lengths are stored in stock for orders of smaller lengths.

At set intervals, the hose has its serial number manually stamped on as well as applied using an ink jet.
For quality control purposes, sections of finished hose are regularly pressure tested to destruction. This involves building the pressure up to the point of failure, which John explained is usually in the region of 500psi to 600psi.
All of the hoses built by Snap-tite are certified to work at 200psi.

Finally, the hose is normalised by pumping it full of steam, allowing the fibres to relax, and regain their flexibility after the heat of the production process.
“For years, everyone in the slurry game was only buying four-inch hose. Nowadays, following the trend of bigger tractors and bigger pumps, we see more and more guys trending towards feeding four-inch hose with five-inch and up to six-inch hose.
“Four-inch hose still accounts for 75% of production, followed by 25% five-inch and the final 5% for six-inch,” Gahan said.

It takes roughly 1,098m of the woven polyester casing to produce 1,000m of hose due to the casing shrinking once it makes contact with the molten polyurethane.
“I’m working here 36 years and the last two years have without doubt been the toughest to date. The pandemic was tough, obviously our staff couldn’t work from home. We had to keep producing to meet the demand from our customers.
“On the other hand, production costs have gone through the roof. Polyurethane has gone up 65% in the last 11 months, polyester has gone up 40%, even pallets have gone up by 30%.”
Traditionally distributed through the Irish market solely through Mastek in Cavan, the Wexford firm explained that it has recently restructured their business.
The manufacturer is now distributing its hose through a number of companies such as Agquip, C-Mar Engineering and WBD Farm Machinery, while also selling direct to the end user.

With the exception of the raw materials, the entire hose manufacturing process is undertaken in-house.
Snap-tite also confirmed to the Irish Farmers Journal that it is in talks with other Irish umbilical system manufacturers about taking on its product in the near future.
From the middle of this year, it also plans on manufacturing and fitting couplings to its hose at its factory.

During peak production, the plant runs 24 hours/day and has the capability of producing 2,000m of hose.
Snap-tite Ireland:
Established: 1986. General manager: John Gahan. Employees: 17. Markets for Irish-built hose: Ireland, England, Scotland, Wales, Italy, France, Denmark, Norway, Australia, New Zealand and Turkey. Location: Whitemill Industrial Estate, Wexford.
With the huge growth in popularity of umbilical slurry spreading systems in Ireland over the past decade, Snap-tite has become one of several names synonymous with lay-flat hosing.
Snap-tite is, in fact, the only Irish manufacturer of lay-flat hoses.
Snap-tite’s Irish general manager John Gahan walked us through the manufacturing process at the firm’s Wexford plant.
John Gahan.
What is Snap-tite?
Snap-tite is originally a US company. Back in the late 1980s, the company was responsible for manufacturing components such as differential and transmission valves and an aluminium casting, which sat behind the spool valves on the backend of Ford and, later, New Holland tractors of that era, such as the well regarded 10 series.
Snap-Tite is the only Irish manufacturer of lay-flat hoses.
The New Holland plant at Basildon requested that the US company had a European base, for proximity and in the event of any unexpected supply issues.
After a visit to England and later Ireland, the hierarchy decided that Wexford, “the gateway to Europe”, was the perfect location.
The plant in Ireland was opened in 1986 and Snap-tite began manufacturing both the tractor components and hose under the one roof.
Different size mandrels are used for different size hoses.
Aside from manufacturing hoses for slurry and irrigation applications, the firm is currently one of the leading manufacturers of water hose for firefighting in the US. It has four manufacturing facilities between the US and Ireland.
The production process
With the exception of the raw materials, the entire hose manufacturing process is undertaken in-house.
The process starts off with simple rolls of single-ply polyester-based yarn.
During peak production, the plant runs 24 hours/day and has the capability of producing 2,000m of hose.
Using machines sourced from the textile industry, these single-ply rolls of fibre are spun into eight-ply yarn.
At least 95% of the Wexford plant’s production is destined for agricultural use. Manufacturing all products to ISO 9001-205 quality standards, the majority of hosing is destined for piping slurry and the remainder for irrigation purposes.
Manufacturing the casing
The process starts off with simple rolls of single-ply polyester-based yarn. A very unappealing wool-like material, the strands are very tough, and practically impossible to break by hand.
Using machines that were sourced from the textile industry, these single-ply rolls of fibre are spun into eight-ply yarn. This process essentially creates very small rope-like threads. This eight-ply thread is then spun on to spools/bobbins which are loaded on to the weaving machine.
The eight-ply thread is spun on to spools which are loaded on to the weaving machine.
The weaving machine is constantly fed with 144 of these eight-ply strings, which weaves them into the tube-type shape required for the finished hose.
The weaving machine is constantly fed with 144 of these multi-ply strings, which weaves them into the tube-type shape required for the finished hose.
Although the weaving machine is age-old, it’s fascinating to watch the process. Once each spool of thread is used, the machine automatically picks up a metal strip on the spool and stops. The skilled machine operator then joins a new spool to the existing thread.
It is vital that this process is carried out correctly and accurately, as John explained that any blemish in the fibre will leave the finished hose susceptible to failure under pressure during application.
The hose is designed so that radially it’s not as strong as it is longitudinally, meaning if something goes wrong it will always burst lengthways, rather than posing a serious risk hazard bursting radially.
The woven yarn forms what’s known as the “jacket” or hose “casing”. A sample of this casing is sent for burst testing. This is where the sample is pressurised to ensure the designed burst pressure of 500psi (34.5-bar) is met. To put this into context, a typical umbilical system only operates at 50psi (3.5-bar).
The woven yarn forms what's known as the ‘jacket’ or hose ‘casing’.
Polyurethane coating
The hose casing in its respective lengths is put through an extrusion process called through-the-weave injection. It takes roughly 1,098m of the woven polyester casing to produce 1,000m of hose due to the casing shrinking once it makes contact with the molten polyurethane.
The casing is fed onto the floating mandrel and passes through a heated chamber to remove any moisture.
Firstly, the casing is fed on to the floating mandrel and passes through a heated chamber to remove any moisture. Up next is the through-the-weave polyurethane extrusion process.
The extrusion hopper is filled with polyurethane granules and colour granules at a 2% mix. The hopper is continually fed with hot air to remove any moisture to prevent bubbles during the next process.
The extrusion hopper is filled with polyurethane granules and colour granules at a 2% mix.
The hopper feeds the extruder which is basically a large screw thread that squeezes and mixes the polyurethane granule and colour mix as it is heated to 200°C. At this stage, the polyurethane is molten and ready to be combined with the polyester casing.
The molten polyurethane is injected through the inner mandrel and die at over 2,000psi where it penetrates through the woven casing (hence the name through-the-weave injection) creating essentially one continuous layer of polyurethane completely encapsulating the casing.
The molten polyurethane is injected through the inner mandrel and die at over 2,000psi to penetrate the woven casing.
As the polyurethane surrounded casing or hose, as we can now call it is pulled through the extrusion process, it is cooled gradually by running water.
At set intervals, the hose has its serial number manually stamped on, as well as applied using an inkjet. This provides every length of hose with full traceability right back to its individual job card, which states production dates, raw material batch numbers, etc. This card is retained in the factory for 10 years.
Normalising the hose
The final stage in the process is normalising the hose. The boxes of finished hose are brought to a purpose-built tunnel at the back of the factory.
The 200m lengths of hose are fully rolled out flat on the ground and pumped full of steam at a moderate pressure.
The hose is then cooled gradually by running water.
The idea behind this is to allow the fibres to relax, and regain their flexibility after the heat of the production process.
A skilled operator with a trained eye inspects the entire length of hosing for any blemishes or potential issues before it is signed off for sale. In the case of the operator identifying a blemish, that section is cut out and the shorter lengths are stored in stock for orders of smaller lengths.
At set intervals, the hose has its serial number manually stamped on as well as applied using an ink jet.
For quality control purposes, sections of finished hose are regularly pressure tested to destruction. This involves building the pressure up to the point of failure, which John explained is usually in the region of 500psi to 600psi.
All of the hoses built by Snap-tite are certified to work at 200psi.
Finally, the hose is normalised by pumping it full of steam, allowing the fibres to relax, and regain their flexibility after the heat of the production process.
“For years, everyone in the slurry game was only buying four-inch hose. Nowadays, following the trend of bigger tractors and bigger pumps, we see more and more guys trending towards feeding four-inch hose with five-inch and up to six-inch hose.
“Four-inch hose still accounts for 75% of production, followed by 25% five-inch and the final 5% for six-inch,” Gahan said.
It takes roughly 1,098m of the woven polyester casing to produce 1,000m of hose due to the casing shrinking once it makes contact with the molten polyurethane.
“I’m working here 36 years and the last two years have without doubt been the toughest to date. The pandemic was tough, obviously our staff couldn’t work from home. We had to keep producing to meet the demand from our customers.
“On the other hand, production costs have gone through the roof. Polyurethane has gone up 65% in the last 11 months, polyester has gone up 40%, even pallets have gone up by 30%.”
Traditionally distributed through the Irish market solely through Mastek in Cavan, the Wexford firm explained that it has recently restructured their business.
The manufacturer is now distributing its hose through a number of companies such as Agquip, C-Mar Engineering and WBD Farm Machinery, while also selling direct to the end user.
With the exception of the raw materials, the entire hose manufacturing process is undertaken in-house.
Snap-tite also confirmed to the Irish Farmers Journal that it is in talks with other Irish umbilical system manufacturers about taking on its product in the near future.
From the middle of this year, it also plans on manufacturing and fitting couplings to its hose at its factory.
During peak production, the plant runs 24 hours/day and has the capability of producing 2,000m of hose.
Snap-tite Ireland:
Established: 1986. General manager: John Gahan. Employees: 17. Markets for Irish-built hose: Ireland, England, Scotland, Wales, Italy, France, Denmark, Norway, Australia, New Zealand and Turkey. Location: Whitemill Industrial Estate, Wexford. 





SHARING OPTIONS